[VIP第1年] 指数:3
[VIP第1年] 指数:3
特气管道工程安装几个安全要点:1、所有管道的支吊架必须符合规范及设计要求并按照标准图集中的要求制作与安装。管道支架或管卡应固定在楼板上或承重结构上。应按设计要求或国家标准图集中对管道固定支架的型式进行选择。严禁将管道支、吊架直接焊接在钢结构承重梁上,必须根据承重梁的承重系数选择合适的支、吊架固定方案才能进行施工。2、特气管道安装的时候,管子对口时应检查平直度,距离接口中心200mm处测量,当管子公称直径小于100mm时,允许偏差为1mm,当管子公称直径大于或等于100mm时,允许偏差为2mm,但全长允许偏差均为100mm。管道支架或管卡应固定在楼板上或承重结构上。浙江氨气特气管道安装流程

双层管特种气体管道施工除应符合本标准第 10.6.1条~第 10.6.3条的规定外,还应符合下列规定:1当双层管焊接施工时,应先实施内管的焊接,并在焊接接头处应安装滑套;2 当双层管焊接外管及滑套时,内管和外管都应充高纯氩气保护,宜采用自动轨道氩弧焊机焊接;3 内管焊接完成后应先做压力试验和氦检漏,确认内管无泄漏后,方可焊接外管上的滑套;4 双层管的内管和外管之间应安装弹簧进行隔离,内管和外管不得直接接触;5双套管施工宜采用分段隔绝的方式施工,从气瓶柜到阀门箱的外层套管不得全部相通。上海车间特气管道安装工程所有管道的支吊架必须符合规范及设计要求并按照标准图集中的要求制作与安装。

GMS和GDS系统,气体监控系统(GMS)通过计算机网络,实现对气体输送系统的实时监控,以确保系统的稳定性。气体侦测系统(GDS)是全厂生命安全系统(LSS)的重要组成部分。对于侦测器的要求,除了精度高,反应迅速外,还应具备自检功能。对于这两个系统在这里只能做一个概念性的介绍。然后、充分了解气体特性、从而合理配置系统,合理选择管径和材料,是我们设计的重点,这样可明显降低整个系统的成本。特种气体管道的施工,特种气体管道的施工采用全自动轨道焊接,同时制定和实施严格的超高纯施工和QA/QC保证程序,对施工的质量和程序进行严格的监控和管理。然后整个系统还要进行氦检漏、水分、氧分和颗粒度检测、以及其他要求做的气相杂质的测试。其现场基本的施工程序为:施工图纸会审﹣→施工组织编写﹣→预制间的搭设﹣→施工机具的准备﹣→施工人员的培训﹣→预制图纸的编写﹣→管道的预制﹣→管道的现场安装﹣→系统检测﹣→系统验收。
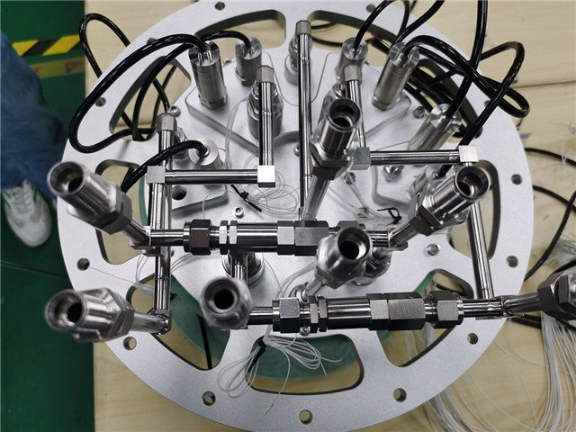
焊接时,按要求进行内充氩保护,控制氩气流量大小。焊工施焊时,要求氩弧焊机焊接时电流稳定,焊接速度应保持均匀一致。焊接完成后,钢丝刷刷去焊接区外表面的氧化膜。管道与配件及设备连接安装 对于输送易燃、剧毒特殊气体的双层管道,其与阀门、气表及设备连接采用金属垫片面密封接头(VCR)安装,金属垫片采用柔性镍合金垫片,确保密封严密。管道安装 双层管道焊接碰头然后接口处,采用增加末端滑套的安装方式在三层管道接头处实现管道密封,从而使外层套管形成一个整体。压力检测一般采用比较精密的圆盘式压力检测仪或电子检测仪,不用压力表。

特种气体管道焊接应符合下列规定:1 施工单位在工程开工前应对参加该工程的焊工进行认证,并应向建设单位提交管道焊接样品、焊接合格确认单,经建设单位项目技术负责人签字确认后方能进行焊接施工,施工单位应保留合格的焊接样品和记录;2 应使用自动轨道氩弧焊机焊接,所用氩气纯度不得小于99.999%,焊接用气体应加装可调节流量计显示气体流量,内保护气应装压力计监测管内压力;3焊接前应编制焊接工艺规程和绘制系统的单线图,单线图上应对焊接接头进行编号,编号应与焊接记录的焊接接头编号一致.根据现场情况和气体特性,设计合理的管道布局和安装方案,确保管道的安全和稳定运行。上海车间特气管道安装工程
管材或管件在粘合前应将承口和插口的粘结面擦拭干净,确保无异物。浙江氨气特气管道安装流程
弯管加工,常规双层管弯头需定做,定做成品成本高,而且质量不易得到保证。施工中,可通过设计使用弯管装置,现场制作弯头,解决此加工问题。在双层管道弯管时,于内外管间套不锈钢弹簧圈,作为内外管传力物,确保弯管过程中内外管的真圆度,使弯管质量达到要求。直管段外层管亦采用弹簧圈支垫,确保双层管夹层空间距离,起到双层管保护作用。弯管时不可取开管道两端的封头,弯头成型后角度偏差不大于5°。自动焊接施工 半成品和成品的保护措施应及时有效,加工完成或焊接完成后及时将管子两端密封。焊接管子对口必须为正方并紧密连接,在对口位置所允许的圆角和倒为壁厚的十分之一,连接口需在钨极的中心位置。焊接时,按要求进行内充氩保护,控制氩气流量大小。焊工施焊时,要求氩弧焊机焊接时电流稳定,焊接速度应保持均匀一致。焊接完成后,钢丝刷刷去焊接区外表面的氧化膜。浙江氨气特气管道安装流程
文章来源地址: http://jzjc.chanpin818.com/gdxt/qtgdxt/deta_20882882.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。