[VIP第1年] 指数:3
[VIP第1年] 指数:3
在PE管挤出成型系统中,模具是影响制品质量和生产效率的关键。本文主要从模具方面分析PE管高速挤出生产的影响因素。
挤出模的影响。在管材的挤出生产中,挤出模的优劣对产品的品质起着非常重要的作用。对于加工PE材料而言,高速生产挤出模应具有以下要求:
(1)物料在模头里可以得到进一步充分混合后以均匀的熔体挤出模口;
(2)确保管坯在挤出模中不产生流动取向效应,确保物料在挤出模内保持较低的熔体压力和挤出稳定平衡,尽量减小压缩比;
(3)能提供**恰当的物料在挤出模内停留的时间;
(4)能保证物料在机头内维持较低的料温,以防止物料在挤出模内挤出时产生横向流动和过早产生氧化效应。
冷却定径装置的影响,管材生产线中冷却定径系统也是管材挤出生产线中重要的部件,丽江PE管材厂家,其性能优劣直接影响整条生产线的性能,影响生产的效率和管材内外表面的质量。熔融物料在定径套内表面被冷却下来,并形成一层团相表层,保证管材获得准确的外径,并保证管材的稳定和正常的牵引,丽江PE管材厂家、挤出。因此,丽江PE管材厂家,定径套的结构、加工精度及冷却方式对加工PE管材的质量非常重要。
PE管和PPR管都是性能非常高的管材,它们发挥的功能作用也是基本相同,因此有的人可能会因为一些特殊情况想要将这二者连接在一起使用,这两种管材是可以对接的,都是是不是采用常见的热熔连接就可以了呢?
正确的对接方法:
用法兰进行连接,小口径的PE管还可以用带牙配件进行连接,这样才能有效的保障连接强度,确保工程质量。
就像上面所说的,外表看似对接,其实内里并没有对接,这样在后期使用的过程中起不到任何有效的作用,更会增添许多麻烦,因此要想将PE管与PPR管对接起来使用,那么就要采用正确的法兰连接方式。
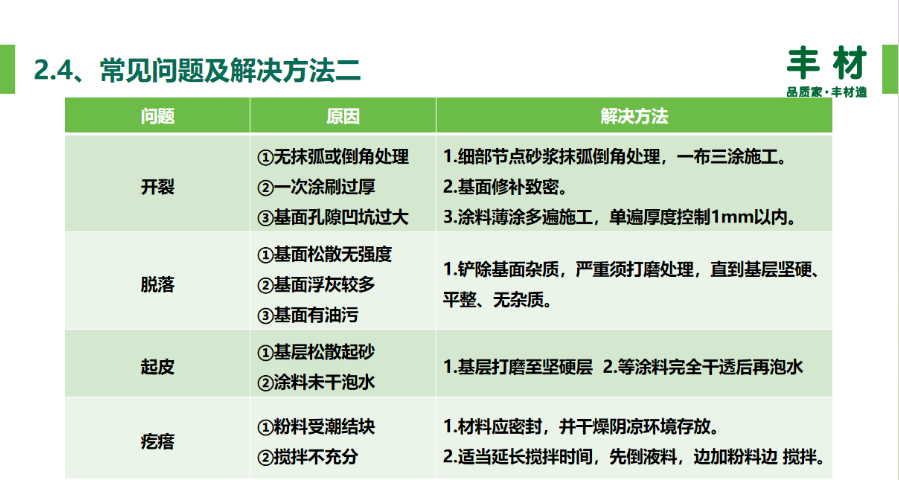
PE管生产过程中经常会出现一些意想不到的质量问题,一般是由于设备或原料出现问题所致。下面介绍常见的PE管质量问题及出现质量问题的原因和解决的方法。
一、PE管材外表面有划痕。原因:定径套、支撑板或密封圈上附有沙石。解决方法:清理定径套、支撑板或密封圈。
二、管材表面出现波纹。原因:冷却不充分,密封圈尺寸不合适,形成震动现象。解决方法:增加定径套进水量或增加口摸与定径套之间的距离。检查真空槽密封圈尺寸是否小,如果小,更换或适当降低一节真空槽真空度,增加第二节真空槽真空度。
三、表面有麻点(主要是内壁)不光亮。原因:熔体温度不合适或原料有问题,原料中含有杂质,口摸与芯摸间内壁清理不干净,局部温度过高导致老化。解决方法:检查原料,清理干净或过渡一段时间,检查温度传感器。
文章来源地址: http://jzjc.chanpin818.com/gdxt/ssxt/deta_3565190.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。