[VIP第1年] 指数:3
[VIP第1年] 指数:3
PE给水管热熔连接施工步骤
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,普洱PE管制造厂家,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6,普洱PE管制造厂家、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7,普洱PE管制造厂家、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
密封性能:PE具有良好的密封性能,不渗漏,渗漏率可以控制在1%之内。RPM管道因其一般采用双“O”型密封圈,另一般采用的12米RPM管道,轻微的角度变化即容易顶翻前部或后部胶圈,给安装造成不必要的麻烦, 也容易造成漏水。再有RPM管道施工规范规定,管线弯曲借转角度不超过1度,因此管沟通轻微的不平或两侧壁较小的角度变化,即会导致接口借转角超标,形成漏水。
流通能力:PE粗糙系数为0.009,内壁光滑,水阻水,不结垢。夹砂管粗糙系数为0.01,内壁不够光滑,水流阻力大。
通过一个比较详细的对比,可以看到PE管相比玻璃钢夹砂管来讲更便于铺设施工、密封性能更好、流通能力更强、日后的检修也更加的方便。综合多方面因素考虑,前者毫无疑问是更为理想的管材。
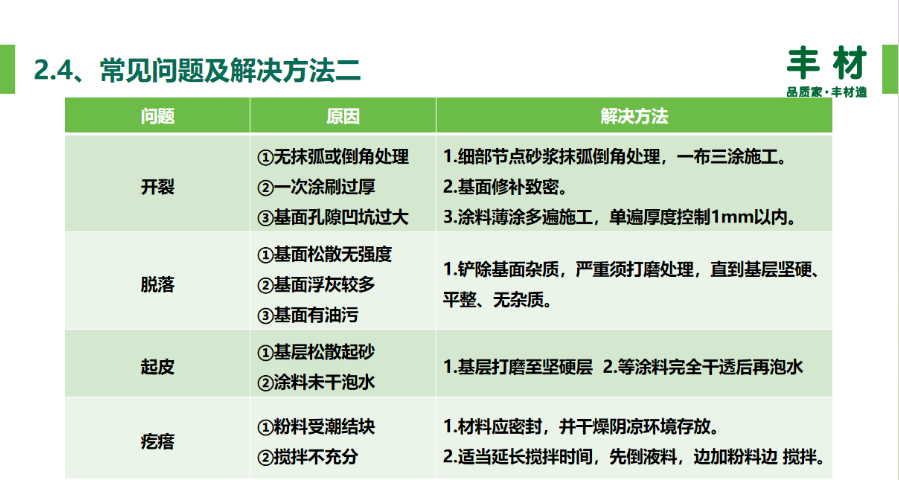
常见PE管质量问题以及相应的解决方法:
四、PE管材表面凹坑。原因:原料潮、气泡破裂,定径套水量不均。解决方法:原料烘干,调整水量或更换定径套。
五、表面有亮斑。原因:定径套水量不足。解决方法:增加定径套水量或更换水量大的定径套。
六、内外壁轴向粗糙。原因:原料含水量过高。解决方法:原料烘干处理
七、外表面水线。原因:定径套局部水眼堵塞,造成个别水眼水量过大。解决方法:清理定径套
八、内壁沟槽(多出现于壁厚管材)。原因:壁厚过厚,熔体难以冷却,产生流动。解决方法:试用中心冷却系统,降低口摸和芯摸的温度。
九、管材壁厚不均。原因:1)口摸或芯摸螺栓松动、口摸间隙调整不合适。2)口摸或芯摸温度不均、导致料流不一致。3)定径套与口摸不对中、螺旋分流梭或筛网堵塞。解决方法:1)紧固螺栓或调整口摸间隙2)检查加热圈和温度传感器3)调节定径套和口摸对中折分流梭或筛网。
十、断裂伸长率低。原因:原料朔化不好;取向增加,洁净度增加。解决方法:调节工艺温度,加强塑化效果;增加口摸和定径套的距离。
十一、椭圆度大。原因:重力作用。解决方法:增加校正装置。
文章来源地址: http://jzjc.chanpin818.com/gdxt/ssxt/deta_3694328.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。