[VIP第1年] 指数:3
[VIP第1年] 指数:3
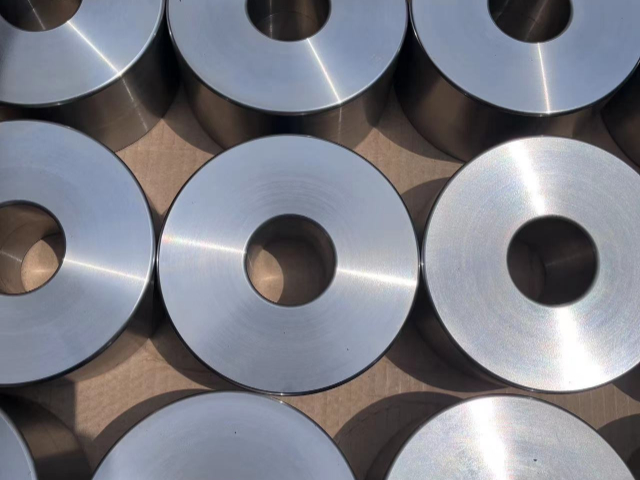
精密数控车床加工是一种高精度、高效率的自动化机床用数字信息控制部件和刀具位移的机械加工方法。是解决航空航天产品零部件等品种变化、批量小、形状复杂、精度高等问题,实现高效自动化加工的有效途径。在精密数控车床加工工件时,一般都会有一个热处理的过程,那进行精密数控车床加工时对工件进行热处理都有那个步骤呢?准备热处理。预热处理的目的是改善趋势的切削性能,消除精密数控车床加工坯料制造时代的残余应力,改善组织。其工艺位置多在机械加工前,常用于退火、正火等。数控车床加工可以实现多种加工工艺,如车削、镗削、铣削等。高精密小型数控车床加工收费明细

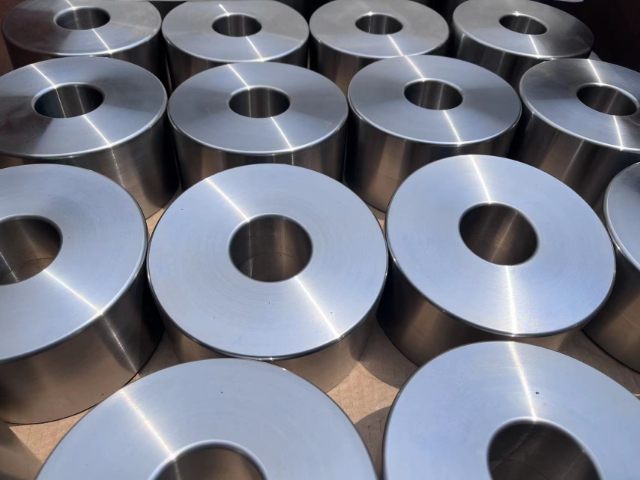
精密数控车床加工操作技巧有哪些?编程技巧:对加工的产品精度要求较高,在编程时需要考虑的事项有:(1)零件的加工顺序:先钻孔后平端(这是防止钻孔时缩料);先粗车,再精车(这是为了保证零件精度);先加工公差大的加工公差小的(这是保证小公差尺寸表面不被划伤及防止零件变形)。(2)根据材料硬度选择合理的转速、进给量及切深。1、碳钢材料选择高转速,高进给量,大切深。如:1Gr11,选择S1600、F0.2、切深2mm;2、硬质合金选择低转速、低进给量、小切深。如:GH4033,选择S800、F0.08、切深0.5mm;3、钛合金选择低转速、高进给量、小切深。如:Ti6,选择S400、F0.2、切深0.3mm。以我加工某零件为例:材料为K414,此材料为特硬材料,经过多次试验,选择为S360、F0.1、切深0.2,才加工出合格零件。义乌零件精密数控车床加工精密数控车床加工技术以其高精度、高效率在制造业中具有重要地位。

精密数控车床加工零步骤是什么?一、根据加工件的图纸和工艺方案,按规定的代码和程序格式编制程序表,并记录在载体上;二、通过输入装置将程序载体上的程序输入数控单元;三、数控单元对输入程序进行处理后,向机床各坐标的伺服系统发送信号;四、伺服系统根据数控单元发送的信号驱动机床的运动部件,控制必要的辅助操作;五、通过机床的机械部件带动刀具与工件的相对运动,加工所需工件;六、检测数控车床的运动,并通过反馈装置反馈给CNC单元,以减少加工误差。当然,开环数控车床没有检测和反馈系统。
精密数控车床加工工艺技巧是什么?用户要根据被加工的材料、硬度、切削状态、材料种类、进给量、切深等选择使用的切削速度。适合的加工条件的选定是在这些因素的基础上选定的。有规则的、稳定的磨损达到寿命才是理想的条件。然而,在实际作业中,刀具寿命的选择与刀具磨损、被加工尺寸变化、表面质量、切削噪声、加工热量等有关。在确定加工条件时,需要根据实际情况进行研究。对于不锈钢和耐热合金等难加工材料来说,可以采用冷却剂或选用刚性好的刀刃。数控车床加工可以实现自动刀具补偿,延长刀具寿命。

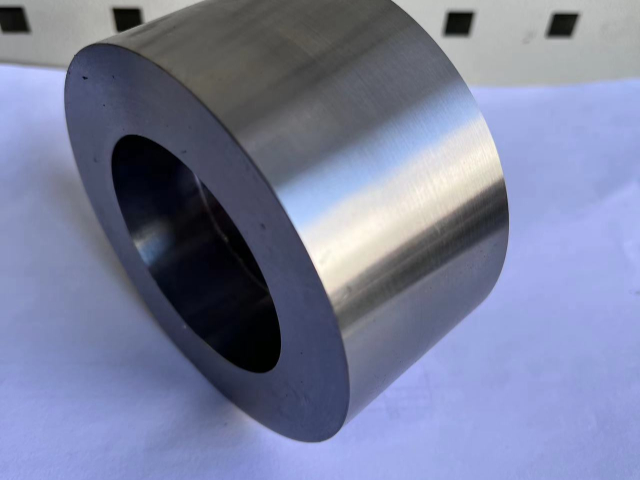
精密数控车床加工机床主轴箱的水平主轴和底座上的立式的主轴精度的高低决定了被加工螺杆的精度,同时螺杆在压缩机中以几千转的速度高速旋转时,精度较差的螺杆会使压缩机产生发热、振动、效率低、磨损快等现象。精密数控车床加工机床的主轴结构有什么?主轴结构:轴承径向游隙不可调的主轴结构:主轴前轴承采用1个双列圆柱滚子轴承和两个推力球轴承组合,该主轴使用双列圆柱滚子轴承承受径向切削力,使用两个推力球轴承承受轴向切削力。主轴后轴承一般采用1个双列圆柱滚子轴承或采用1个向心球轴承。这种主轴结构的优点:主轴的加工和装配简单,造价较低。CNC车床加工可实现自动化优化,提高加工效率。高精密小型数控车床加工收费明细
精密数控车床加工可实现自动化测量,提高加工精度。高精密小型数控车床加工收费明细
精密数控车床加工进刀量(走刀量)F主要取决于工件加工表面粗糙度要求。精加工时,表面要求高,走刀量取小:0.06~0.12mm/主轴每转。粗加工时,可取大一些。主要决定于刀具强度,一般可取0.3以上,刀具主后角较大时刀具强度差,进刀量不能太大。另外还应考虑机床的功率,工件与刀具的刚性。数控程序使用二种单位的进刀量:mm/分、mm/主轴每转,上面用的单位都是mm/主轴每转,如使用mm/分,可用公式转换:每分钟进刀量=每转进刀量*主轴每分钟转数精加工时,一般可取0.5(半径值)以下。高精密小型数控车床加工收费明细
文章来源地址: http://jzjc.chanpin818.com/jcscjgj/deta_21612302.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。