[VIP第1年] 指数:3
[VIP第1年] 指数:3
正是由于结构的多次超稳特征和相对其它结构它所特有的造型灵活程度。结构内力计算通常采用矩阵位移法。矩阵介次要根据工程情况而定,简单的工程其矩阵介次也要达上万次。复杂一些的工程其矩阵介次难以数计。即使用计算机采用高斯迭代法,计算一次也要数小时。因为结构内力计算工作量大,施工图设计难度高,在计算机辅助设计程度未完成之前,**限制了网架结构的推广使用。18、钢结构网架结构在***诸多的大型场馆中得以施用,从建筑学的角度讲,这是建筑结构和建筑材料上的一场。从建筑物体的艺术观感上讲,网架结构的多样性造型变化。为人民**的生产、生活空间,增添了艺术感。空间网架结构,还有施工材料轻,安装便利等优点。同时,由于建筑材料是组合受力,它还有抗震性能好的特异,干煤棚网架部件加工方法。钢结构网架是现代建筑科学百花园中的一支奇花。近十多年来,它在我国得以大面积的应用和推广,放眼望去,这道亮丽的城市风景线,正向着更加辽阔的地域伸延。19、网架结构特点:1、网架是由许多杆架组成的网状结构。是高次超静定的空间结构。网架结构可分为平板网架和曲面网架两种。2、平板网架采用较多,其优点是:空间受力体系,干煤棚网架部件加工方法,杆件主要承受轴向力,受力合理,干煤棚网架部件加工方法,节约材料整体性能好。咨询网架部件加工选择恒久钢构。干煤棚网架部件加工方法
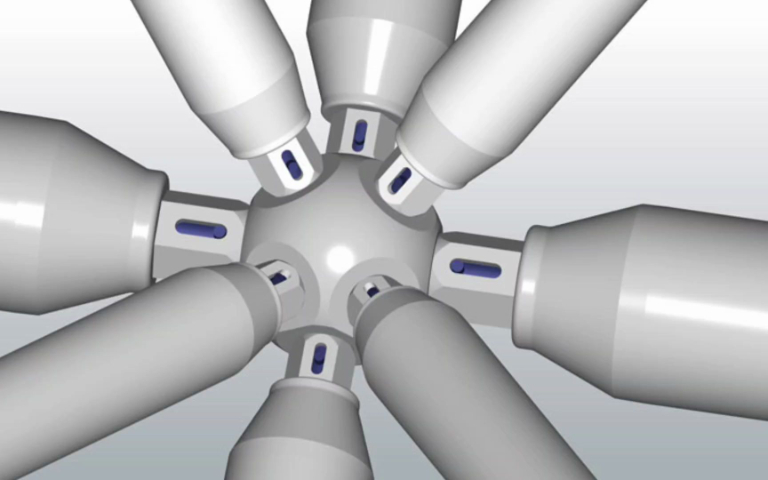
网架结构是一种空间杆系结构,受力杆件通过节点按一定规律连接起来。节点一般设计成铰接,杆件主要承受轴力作用,杆件截面尺寸相对较小。这些空间汇交的杆件又互为支承,将受力杆件与支承系统有机地结合起来,因而用料经济。由于结构组合有规律,大量的杆和节点的形状、尺寸相同,便于工厂化生产,便于工地安装。七子钢构网架主要以网架生产、网架配件、网架螺栓球加工、网架加工以及网架安装为主的大型网架企业,供应各种网架配件(螺栓球、焊接球,**螺栓、螺母、封板、锥头)。承建国内外工业厂房、展厅、体育馆、机场航站楼、库房、车站、收费站等单层和多层网架(壳)工程。网架支座节点传递的支承反力的情况,可将支座节点和拉力支座节点,压力支座节点分:平板压力支座节点、单面弧形压力支座、双面弧形压力支座、球铰压力支座节点和橡胶支座节点。拉力支座节点:平板拉力支座节点和单面弧形拉力支座节点。网架的安装方法随拼装方法和安装机具的选用不同,主要有高空散装法、分条或分块安装法、高空滑移法、整体吊装法、整体提升法和整体顶升法等。三、为使顶压力均匀,支座底板不宜太薄,其厚度一般不小于16—20mm。四、网架封板和锥头主要起连接钢管和螺栓的作用。干煤棚网架部件加工方法徐州网架部件加工生产厂家有哪些?
防止胎模走样,使小拼单元变形。,作好标记,防止使用时混用。钢球还应有中心线标志,特别带肋钢球使用方向有严格规定,故其带助方向应该有明显标识。。钢网架拼装后需要发运时,应对半成品进行包装。包装应在涂层干燥后进行,包装应保护构件涂层不受损伤,保证构件,零件不变形,不损坏,不散失,包装应符合运输的有关规定。2、质量记录本工艺标准应具备以下质量记录、螺栓球、**度螺栓的材质证明与出厂合格证,以及以上各品种、各规格的承载抗拉试验报告。。、出厂合格证。、锥头、封板的材质报告与出厂合格证,如采用重要钢材时,应有可焊性试验报告。、品种应有材质证明或复试报告。钢网架结构球节点形式分为焊接球和螺栓球两种,螺栓球采用**螺栓紧固连接,焊接球则采用的是现场焊缝连接。3、球节点深化设计时注意的主要有以下几点:(1)螺栓球节点配件各生产厂家之间有所不同,在深化前应取得配件数据。(2)螺栓球节点中钢球、**螺栓、套筒、紧固螺钉、锥头或封板的材料应符合设计和规范的要求。(3)螺栓球节点中**螺栓的等级应根据规格分别选用。(4)螺栓球的直径应保证相邻螺栓在球体内不相碰并应满足套筒接触面的要求。4、。
多为履带式起重机或汽车式起重机)将拼装好的网架整体提升到柱顶以上,在空中移位后落下就位固定。(1)网架拼装为防止网架整体提升时与柱子相碰,错开的距离取决于网架提升过程中网架与柱子或柱子牛腿之间的净距,一般不得小于10~l125px,同时要考虑网架拼装的方便和空中移位时起重机工作的方便。需要时可与设计单位协商,将网架的部分边缘杆件留待网架提升后再焊接,或变更部分影响网架提升的柱子牛腿。钢网架在金属结构厂加工之后,将单件拼成小单元的平面桁架或立体桁架运到工地,工地拼装即在拼装位置将小单元桁架拼成整个网架。网架拼装的关键,是控制好网架框架轴线支座的尺寸(要预放焊接收缩量)和起拱要求。网架焊接主要是球体与钢管的焊接。一般采用等强度对接焊,为安全起见,在对焊处增焊6~8mm的贴角焊缝。管壁厚度大于4mm的焊件,接口宜作成坡口。为使对接焊缝均匀和钢管长度稍可调整,可加用套管。拼装时先装上、下弦杆,后装斜腹杆,待两榀桁架间的钢管全部放入并矫正后,再逐根焊接钢管。(2)网架吊装这类中、小型网架多用四台履带式起垂机(或汽车式、轮胎式起重机)抬吊,亦有用俩台履带式起重机或一根拨杆吊装的。如网架重量较小。江苏恒久钢构股份有限公司网架部件加工厂家报价。
工人加班是可行的,也容易能够实现多班生产。其次,要提高产品质量:传统的手工焊接工艺是蒸汽焊接,工人焊接的质量与其能力、疲劳程度有很大关系。职工收入,大多是计件工资,质量不稳定。通过自动设置焊接电压和电流的数据作为所需的,与工件的,一致的焊接质量,非常稳定的固定的相同的质量制备。它可以节省大量的时间采样的产品。从而直接提高钢建筑行业的整体生产力,同时,由于自动焊接机控制,焊缝的显着特点整齐美观。三、扩大企业产能:首先我们采用自动焊机后,原手工焊接技术工艺的每条生产线既定是4名焊工能够实现操作2台自动焊机。通过分析对比研究发现,4名熟练的焊接工人在手工焊接工作过程中需要每天都是可以加工10-12吨的网架构件,而2名熟练的焊接工人在自动焊接过程中每天可以加工7-9吨。这样一个充分证明,机械工程自动化的产量是过去的,效率确实有了很大的提高。而且新员工可以没有经过短暂的培训,迅速成为熟练的操作工,降低社会劳动关系强度,这也使得轮班制的实施教育成为一种可能。这使得中国工厂可以承担突增的临时生产活动任务,加工厂的加工处理能力以及能够得到迅速扩大。四,降低成本:生产线其他生产环节不变。江苏恒久钢构股份有限公司提供网架部件加工的生产方案。干煤棚网架部件加工方法
徐州恒久网架部件加工厂家怎么样?干煤棚网架部件加工方法
网架结构起坡2、网壳结构设计的基本规定1)球面网壳的矢跨比不宜小于1/7双层球面网壳的厚度可取跨度(平面直径)的1/30~1/60单层球面网壳的跨度(平面直径)不宜大于80m12、2)四边支承或沿纵向边缘支承的圆柱面网壳矢高可取跨度B的1/2~15。两端支承的圆柱面网壳,其波宽B与跨度L之比宜小于,其跨度L不宜大于40m。沿纵向边缘支承的单层圆柱面网壳,其跨度B不宜大于30m。13、3)双曲抛物面网壳底对角线长度之比不宜大于2;单块双曲抛物面壳体的矢高可取跨度1/2~14(跨度为对角支承点之间的距离),四块组合双拋物面壳体每个方向的矢高可取相应跨度的14~1/8双层双曲地物面网壳的厚度可取短向跨度的1/20~1/50单层双曲抛物面网壳的跨度不宜大于60m。4)椭圆抛物面网壳底边边长比不宜大于,壳体每个方向的矢高可取短向跨度的1/6~1/914、层椭网抛物血壳的厚度可取短向跨度的1/20~1/50。单层椭圆拋物面网壳的跨度不宜大于50m。5)网壳的支承构造除保证可靠传递竖向反力外,尚应满足不同网壳结构形式必需的边缘约束条件。球面网壳的支承点应保证抵抗水平位移的约束条件圆柱面网壳可采用以下支承方式:两端支承、沿两纵边支承、沿四边支承。端部支承应具有足够的平面内刚度。干煤棚网架部件加工方法
江苏恒久钢构股份有限公司专注技术创新和产品研发,发展规模团队不断壮大。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。公司业务范围主要包括:网架,桁架,网架工程施工等。公司奉行顾客至上、质量为本的经营宗旨,深受客户好评。公司力求给客户提供全数良好服务,我们相信诚实正直、开拓进取地为公司发展做正确的事情,将为公司和个人带来共同的利益和进步。经过几年的发展,已成为网架,桁架,网架工程施工行业出名企业。
文章来源地址: http://jzjc.chanpin818.com/jggc/gjgmjg/deta_14866272.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。