[VIP第1年] 指数:3
[VIP第1年] 指数:3
四、钛的表面改性1.氮化:采用等离子体渗氮、多弧离子镀、离子注入和激光氮化的等化学热处理技术,在钛义齿表面形成金黄色TiN渗镀层,从而提高钛的耐磨性、耐腐蚀性和耐疲劳性。但技术复杂,设备昂贵,用于钛义齿的表面改性很难达到临床实用化。2.阳极氧化:钛的阳极氧化技术较为容易,在一些氧化性介质中,外加电压的作用下,钛阳极可形成较厚的氧化膜,从而提高其耐腐蚀性和耐磨性和耐候性。阳极氧化的电解液一般采用H2SO4、H3PO4和有机酸水溶液。3.大气氧化:钛在高温大气中可形成较厚坚固的无水氧化膜,对钛的全腐蚀、间隙腐蚀都有效,方法比较简便。五、着色为了增加钛义齿的美感、防止钛义齿在自然条件下的继续氧化的变色,可采用表面氮化处理、大气氧化和阳极氧化法表面着色处理,使表面形成淡黄色或金黄色,提高钛义齿的美感。阳极氧化法利用钛的氧化膜对光的干涉作用,自然发色,可通过改变槽电压在钛表面形成多彩的颜色。六、其他表面处理1:表面粗化:为了提高钛与饰面树脂的粘结性能,必须对钛表面进行粗化处理,提高其粘结面积。临床上常采用喷砂粗化处理,但喷砂会造成钛表面的氧化铝的污染,我们采用草酸刻蚀的方法,得到良好的粗化效果。上海弯圆,弯圆,弯管,拉弯,上海拉弯。上海203x10无缝管弯圆欢迎来电

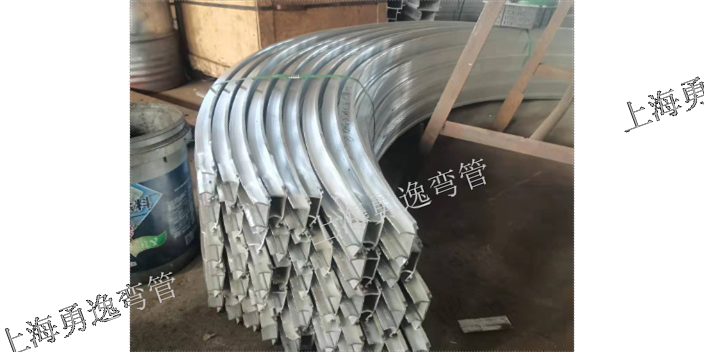
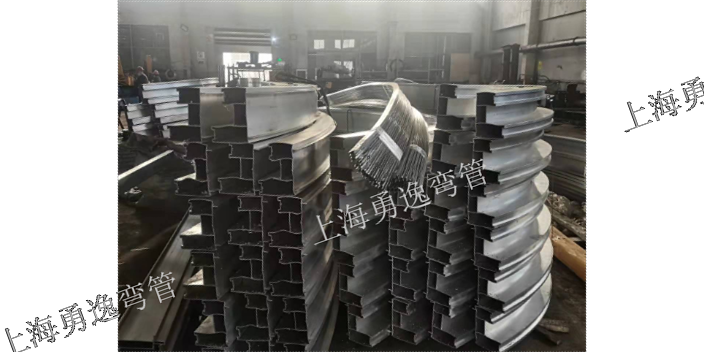
中频感应加热圈对钢管加热后,推送装置再把钢管向前推出,同时水平弯管成型进给装置上的侧推辊轮开始垂直于钢管推出方向对钢管成型进给,侧推辊轮对钢管热弯成型的切入点到达预先计算好的成型后的坐标点之后,侧推辊轮停止对钢管的切入进给,获得所需曲率的管件。钢管本身与导向辊装置的两组导向辊装置以及水平弯管成型进给装置的侧推辊轮形成三点受力弯曲,当在推送装置的推力作用下,使在加热圈处的钢管发生渐进式的弯曲变形,从而获得所需曲率的管件,不会因旋臂回转半径和生产场地面积的局限,可以随意生产不同曲率半径的弯管。中频感应加热圈对钢管加热到920士20°。推送装置向前以推进速度为45士5mm/min的速度推出。侧推辊轮以50士5mm/min速度垂直于钢管推出方向对钢管成型进给。本发明的钢管弯管热弯成型设备是包括由推送装置、导向辊装置、中频感应加热圈组成,水平弯管成型进给装置包括由底座、侧推辊轮、丝杆丝母、减速机组成,丝杆丝母安装在底座上,在丝杆丝母上安装一对侧推辊轮,减速机连接丝杆丝母,侧推辊轮上部安装有辊轮。一对侧推辊轮相对安装在丝杆丝母上。本发明生产效率高,不受生产场地面积的局限,可以随意生产不同曲率半径的弯管。金山区直销203x10无缝管弯圆盘管是一种呈螺旋状的管道系统。

因其耐蚀性能和综合力学性能适中。对耐腐和强度要求较高时可采用TA3。对要求较好的成型性能时可采用TA1。(1)主要用作工作温度360度以下,受力不大但要求高塑性的冲压件和耐蚀结构零件,例如:飞机的骨架个皮,发动机附件,船舶用耐海水腐蚀管道、阀门、泵及水带.海水淡化系统零部件,化工上的热交换器.泵体、蒸馏塔、冷却器、搅拌器、三通、叶轮、坚固件、离子泵、压缩机气阀以及柴油发动机活塞、连杆、叶簧等。(2),具有很好的低温韧性和高的低温强度,可用作-259℃以下的低温结构材料。α型钛合金TA4这类合金在室温和使用温度下有α型单相态,不能热处理强化(追灭是一的处理方式),,主要依靠固溶强化。室温强度一般低于β型和α+β型钛合金(但高于工业纯钛),而在高温(500℃600℃)下的强度和蜕变,强度却是三类钛合金中比较高的,且组织稳定,抗氧化性和焊接性能好,耐蚀性和可切削加工性能也较好,但塑性低(热塑性仍然良好)室温冲压性能差。其中使用较广的是TA7,它在退火状态下具有中等强度和足够的塑性,焊接性能良好,可在500℃以下使用,当其间隙杂质元素(氧、氢、氮等)含量极低时,再**温时还具有良好的韧性和综合力学性能,是优良的**温合金之一。
公司位于中国·上海,主营 弯管加工,拉弯加工,弯圆加工,机械零件加工,专业各种型材上海拉弯弯曲,上海弯圆,上海弯管弯弧,等剪板折边来料弯管加工及订单加工,各种产品供应商,目前可加工型材截面Φ6mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、金属管材圆锯机,具备业内加工面一齐整的多种弯圆设备,弯管产品全分布于造船、汽车、摩托车、锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。 管桁架,是指用圆杆件在端部相互连接而组成的格子式结构。桁件使桁架结构用料经济、结构自重轻,易于构成各种外形以适应不同的用途,譬如可以做成简支桁架、拱、框架及塔架等。近年来,随着我国钢铁产量的不断增长,管桁架在被越来越全的使与管子联结的方式有:直接焊接 兰联结诶、螺纹联结及承插式联结等.

根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。产品基本资料(Product’sBasicinformation)序号(No.)货号(ItemNo.)型号(Type)产品名称(Product’sName)产品图片(Photo)产品描述(Description)原材料(Materials)规格(Specification)尺寸(Size)长度(Length)宽度(Width)高度(Height)厚度(Thickness)管径(Tube’sDiameter)口径(Caliber)形状(Shape)外观颜色。复式楼钢木楼梯 双梁旋转梯.上海203x10无缝管弯圆欢迎来电
芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒.上海203x10无缝管弯圆欢迎来电
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。弯管的主要形式有:各种角度的弯头、U形管、来回弯和弧形弯管等。来回弯是带有两个弯曲角的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也不能选得太小。因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍。上海203x10无缝管弯圆欢迎来电
文章来源地址: http://jzjc.chanpin818.com/tzjc/deta_24661518.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。