[VIP第1年] 指数:3
[VIP第1年] 指数:3
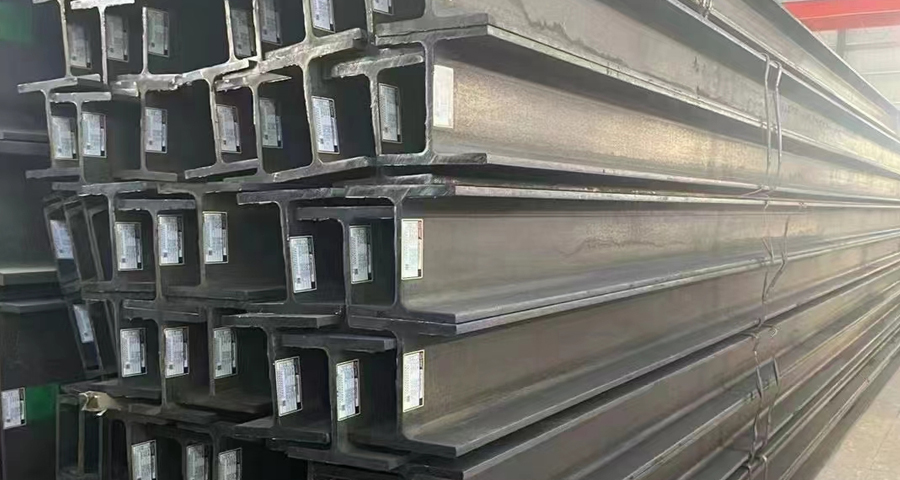
H型钢有热轧成型及焊接组合成型两种出产方法。焊接H型钢是将厚度适宜的带钢裁成适宜的宽度,在接连式焊接机组大将边部和腰部焊接在一起。焊接H型钢有金属耗费大、出产的经济效益低、不易确保产品功能均匀等缺陷。因此,H型钢出产以轧制方法为主。H型钢和一般工字钢在轧制上的主要区别是,后者可以在两辊孔型中轧制,前者需要在全能孔型中轧制。选用近终形连铸异型坯、经过四辊全能轧制工艺出产的热轧H型钢具有较好、高效、低耗、低成本等卓著特色,在进步钢铁材料质量、提升使用经济效益方面具有巨大的优越性。H型钢和一般工字钢在轧制上的主要区别是,后者可以在两辊孔型中轧制,前者需要在全能孔型中轧制。浙江S275JRH型钢规格

避免焊接H型钢冷处理裂纹的措施:1)淬火焊接H型钢凉透后再装入低温设备中。2)对形状杂乱,薄厚相差悬殊的焊接H型钢,冷处理前,宜将细薄部分用石棉包扎。3)冷处理后,待焊接H型钢温度回升至室温后,立即进行回火和时效。4)对形状杂乱的工件,淬火和冷到室温后可先进行110~130℃保温30~40min的预回火,然后再进行深冷处理,冷处理裂纹的特征同淬火裂纹相同,本质是淬火裂纹。有些量具、精细机械零件,为了保证高的尺度稳定性,需尽量削减剩余奥氏体,通常采用零下80℃的冷处理。上海英标H型钢厂家供应低合金H型钢为主的钢结构,其结构科学合理,塑性和柔韧性好,结构稳定性高。

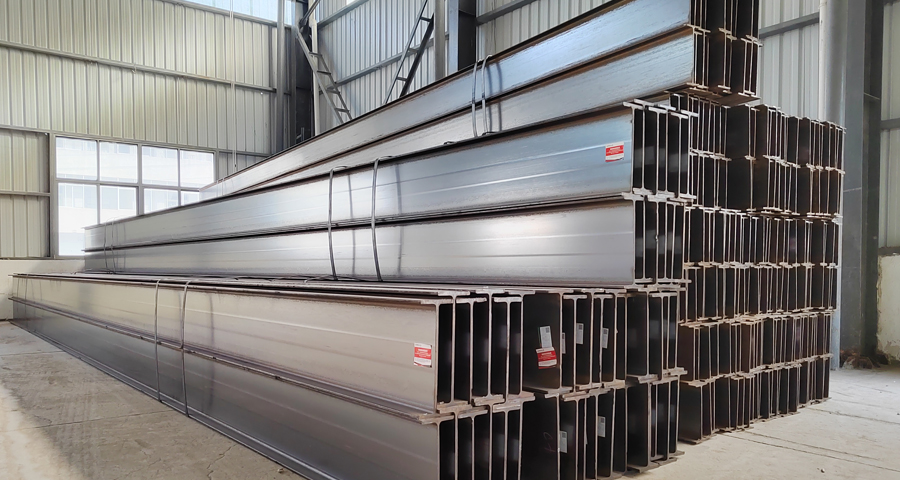
高频焊接H型钢作为一种耐压抗压且具备抗震能力的钢材材料已经逐步的走进了建筑业、船舶制造业、汽车及石油开采的相关领域,由于其具备其他钢材所不具备的优势且拼装焊接较其他钢材更快,使得它受到欢迎。高频焊接H型钢虽然用量越来越大,且在建筑的框架结构中充当重要角色,但是质量关必须严格要求,否者劣质的高频焊接H型钢一旦进入到工地被应用,后果是很严重的,另外这样有问题的高频焊接H型钢在焊接过程中也可能出现变形等情况,这对于工地工人的安全和整个建筑来说都是十分危险的,严把质量关,才能真正的把它的质量问题避免在萌芽当中。
现在高频焊H型钢的使用范围是越来越广了,不单单是大型的建筑行业,甚至一些小型建筑的搭建也会用到高频焊H型钢,比如农村的一些仓房,或者一些临时搭建的大棚等,既然需要用到高频焊H型钢,就需要知道一些购买高频焊H型钢的小知识,一方面是可以买到好的高频焊H型钢,另一方面也能极大限度的使用高频焊H型钢的特殊能力。我们都知道高频焊H型钢是通过焊头产生高频电流在高温的情况下使得翼缘和腹板熔合在一起的,这样的工艺所制作出来的高频焊H型钢的焊缝更小更均匀,自然结构上也就更为牢固,安全系数进一步提高,而我们平时之所以会采用高频焊H型钢其实也是看上高频焊H型钢的这个特性。H型钢无需昂贵的焊接材料和焊缝检测,节约钢结构制作成本30%左右。
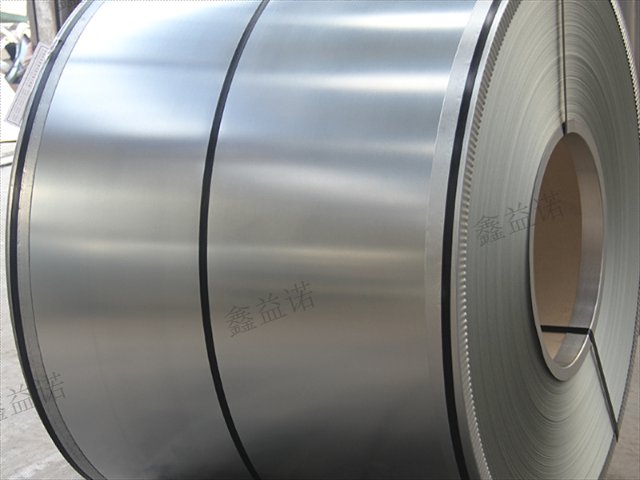
热镀锌高频焊H型钢加工过程中锌渣的产生与利用,锌渣的回收利用;通常从锌锅中捞锌渣为1~2周进行一次。捞渣时尽量避免搅动起锌渣,捞锌渣的时候,定要在450℃左右的温度下捞渣。捞出来的锌渣可以放在具有孔直径达12mm的许多小孔,通过小孔把锌液重新流到锌锅里。捞出的锌渣倒入锌锭模,锌锭模做成L400×W30XH200(mm)。渣所消耗的锌的总量占全部用锌量的25%左右。因锌渣中含有97%~96%金属锌,回收利用的价值很高,为直接的方法是做氧化锌。或者做助镀剂使用,1kg可以约生成氯化锌2.0kg。对于锌渣的回收与利用有文献表明可以直接做成锌粉作为机械镀锌的锌粉使用。H型钢与焊接工字钢相比,成本低,精度高,残余应力小。浙江英标H型钢费用
为了预防热轧H型钢生锈,我们可以在存放的时候尽量不要暴露在空气中,存放在干燥的地方。浙江S275JRH型钢规格
镀锌H型钢的冷轧的方式方法和技术标准,镀锌H型钢生产厂家觉得在制造大中型H槽钢的那时候,要从下列好多个层面下手充分准备,有效的操纵生产工艺流程全过程中各种各样危害要素。有效的压下量分派是。BD挤压机进料梁端薄厚要尽可能减薄,那样不只能够减少全能冷轧时梁端、翼缘的形变量,并且有利于使轧件头、尾一部分的翼缘规格及格。全能挤压机前边道主次基础进行梁端的减薄,冷轧力要大,立辊开展相对的压下去;正中间道次开展水准辊、立辊冷轧力匀称化冷轧;后2个道次对梁端开展小压下去,冷轧力要小,使翼缘的拉伸强度超过梁端,梁端受拉地应力。梁端温降操纵可从冷轧和制冷两层面下手。轧件的几何图形规格操纵轧件的几何图形规格应依照梁端薄厚正误差、翼缘薄厚负误差开展冷轧。此外,梁端在极终2个道主次有一定的压下量,使梁端可以造成形变热来赔偿温降。浙江S275JRH型钢规格
文章来源地址: http://jzjc.chanpin818.com/jsjc/deta_23580744.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。