[VIP第1年] 指数:3
[VIP第1年] 指数:3
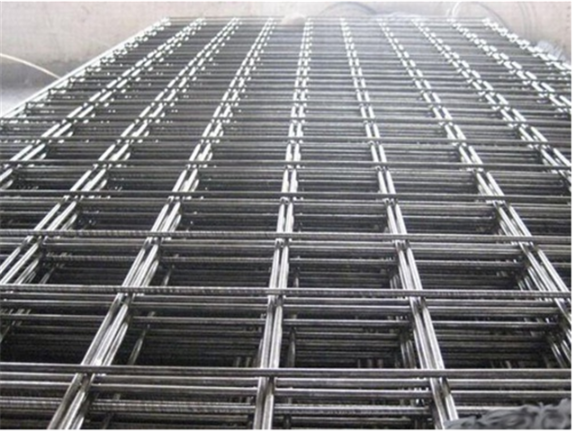
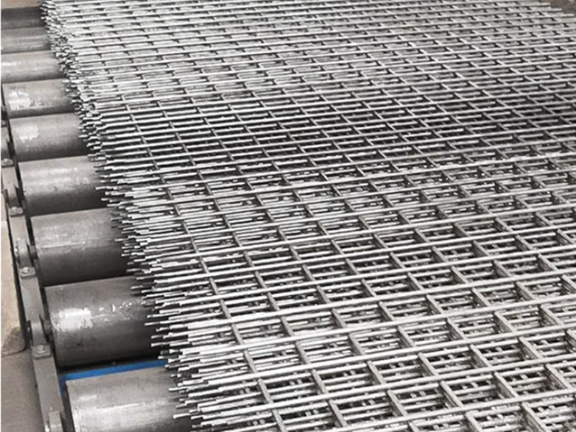
冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为建设部重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积极促进作用。技术规定,技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。焊接网按形状、规格分为定型和定制两种。定型焊接网在两个方向上的钢筋间距和直径可以不同,但在同一个方向上的钢筋应具有相同的直径、间距和长度,已在有关标准、规程中作了规定。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。当焊接网纵横向钢筋均为单根钢筋时,较细钢筋的公称直径应不小于较粗钢筋公称直径的0.6倍。浙江钢筋焊接网批发

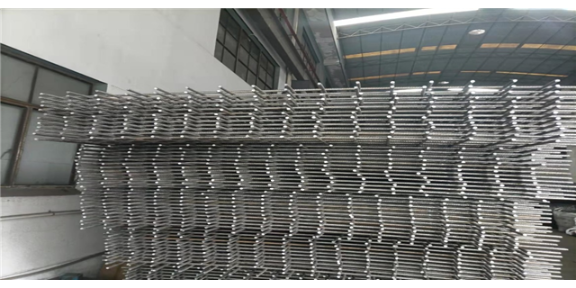
钢筋网片焊接机应用场景,钢筋网片焊接机操作规程:1、使用前,检查控制板插头务必与插座插牢;2、焊机外壳必须可靠接地,焊机不得受潮;3、根据焊件厚度调整次级电压,打开电源开关后指示灯应亮;4、踏下脚踏板,接触器吸合,控制焊接时间,即能完成焊接的过程,可完成点焊和多点同焊;5、严禁用手触摸触头,以防触电和烫伤;6、每单作业结束后,应及时修复光电机头;7、每单作业结束后,应检查机头、弹簧、杠杆组及踏脚有无损坏和松动,并及时恢复和修复;8、定期(每月一次)停电检查箱内各接线。宁波镀锌钢筋焊接网供应桥面铺装层的焊接钢筋网应使用焊接网或预制冷轧带肋焊接钢筋网,不宜使用绑扎焊接钢筋网。
钢筋网片焊接机操作规程:1、每单作业结束后,检查电气控制元件,是否有效,如有损坏应及时更换和修复;2、机械传动部件损坏当日修复。电控部分与生产厂家联系尽快修复;3、通电使用时,不允许打开控制箱机壳,更不允许用手随便触摸箱内各部分,以免触电(箱 内有380V的高压);4、检查内部接线与控制板接线时,务必切断电源。12、不允许用手触摸控制板上的组件,否则会有静电损坏组件的可能。5、控制板上的电位器均已调好,请不要乱动。
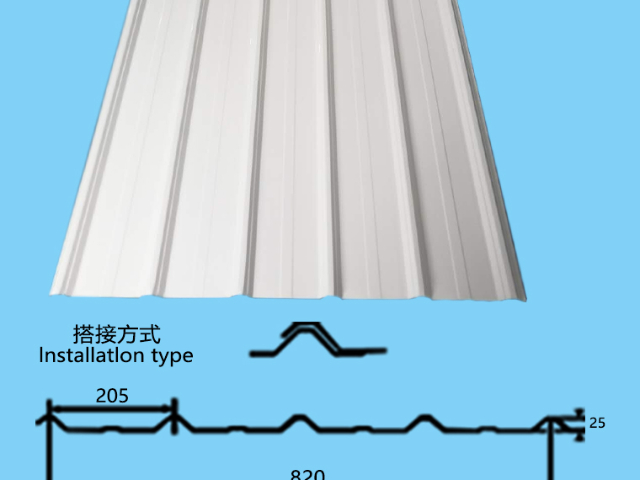
钢筋焊接网的平搭法,钢筋焊接网的3种搭接方式须满足以下四个条件:1、需要进行搭接的两张钢筋网片的所有钢筋要在同一搭接处完成。2、钢筋焊接网要搭接的区域须用铁丝或钢丝进行绑扎。3、钢筋焊接网铺装后搭接区域的保护层及保护层的厚度须符合相关要求和规范。 4、钢筋焊接网搭接区域设置要相同,搭接接头应设置在较小弯矩处。钢筋网的喷射混凝土保护层的厚度不得小于20mm,当采用双层钢筋网时,两层钢筋网之间的间隔距离不应小于60mm。焊接网钢筋直径为4-14mm,其中可采用0.5mm进级直径。
形状尺寸检查和外观质量检查应每批抽查5%,同时不得少于3件;力学性能试验的试件应从成品 中切取,切取过试件的制品,应补焊同级别、同直径钢筋,其每边搭接长度应不小于2个孔格的长度;试件所包含的交叉点不得开焊,除去掉多余部分外,试件不得进行其他加工;但冷轧带肋钢筋焊点允许将试件在100℃的温度下保温1h,然后在空气中冷却至室温,进行试验; 每批不大于30t,适用于大批量生产焊接网的质量检查与验收。关于以200件作为一批,一周内不足200件亦按一批计算,适用于预制厂钢筋网的生产。在喷射混凝土内应设带肋焊接钢筋网,有利于提高喷射混凝土的抗剪和抗弯强度,提高混凝土的抗冲切能力。宁波镀锌钢筋焊接网供应
混凝土路面与固定构造物相衔接的胀缝无法设置传力杆时,可在毗邻构造物的板端部内配置双层焊接钢筋网。浙江钢筋焊接网批发
钢筋网的理论重量计算公式:钢筋网理论重量(KG)=钢筋网所用钢筋长度(M)*丝径(MM) *丝径(MM)*0.00617(φ10钢筋0.616539kg/m)钢筋焊接网钢筋网的应用在工业与民用房屋的梁柱楼板、屋盖、墙体、混凝土路面、桥面铺装、机场跑道、隧道衬砌、箱涵、码头地坪、预制构件等领域 。当采用冷轧带肋钢筋时,钢筋直径不应小于8mm、纵向钢筋间距不应大于200mm,横向钢筋间距不应大于300mm。焊接网的纵横向钢筋宜采用相同的直径,钢筋的保护层厚度不应小于50mm.钢筋混凝土路面补强用的焊接网可按钢筋混凝土路面用焊接网的有关规定执行。浙江钢筋焊接网批发
文章来源地址: http://jzjc.chanpin818.com/jsjc/deta_23989239.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。